MAPAL se centra en la tecnología de fluidos
- 1 de diciembre de 2021
Además de los sistemas de accionamiento y los componentes, la tecnología de fluidos es uno de los proveedores principales para toda la producción industrial. En un futuro, MAPAL va a gestionar esta importante área como un segmento de mercado independiente. Durante muchos años, los clientes han confiado en la experiencia de los fabricantes de herramientas para las exigentes operaciones de mecanizado de piezas hidráulicas. Sin embargo, como proveedor de soluciones, el fabricante de herramientas también incide en la optimización de los costes de fabricación de todo el producto.
Los productos de tecnología de fluidos se utilizan en una amplia gama de mercados, como por ejemplo en la ingeniería mecánica, en tecnología energética y medioambiental, en tecnología de automatización, en máquinas de impresión, en máquinas para trabajar la madera, en máquinas de envasado y alimentos, en la industria aeroespacial y en la construcción naval. Impulsados por el aumento de la población en todo el mundo, son mercados que están en pleno crecimiento, en particular la ingeniería agrícola y la maquinaria de construcción.
Alemania es el líder tecnológico
En un análisis de la industria, la VDMA confirma el alto nivel de innovación en tecnología de fluidos de Alemania. En términos de comercio mundial, Alemania ocupa el primer lugar, por delante de EE.UU. y China, con una cuota de exportación del 60%, lo que lo convierte en el proveedor más importante del mundo en este sector. La producción en el extranjero de muchas empresas alemanas de tecnología de fluidos también mejora la inserción en el mercado.
La perspectiva de una industria de crecimiento comparativamente a prueba de crisis no es de ninguna manera la única razón para que MAPAL se concentre más en la tecnología de fluidos. Los materiales de la pieza a mecanizar (fundición, acero, aceros inoxidables y metales no férricos) son ideales para la cartera de productos de los fabricantes de herramientas. Además de poder realizar los exigentes pasos de mecanizado, MAPAL puede apoyar todo el proceso en todo el mundo como un socio tecnológico. "Las necesidades de los clientes se ajustan al ADN de MAPAL", es el análisis de Jochen Schmidt, quien dirige el departamento de Mecanizado General. Para él, ser un socio tecnológico significa comprender tanto las necesidades de los clientes como el producto real y cómo funciona en el producto final.
Trabajo fino para mecanizados complicados
Uno de esos productos finales podría ser una excavadora. Sentado detrás de una fila de palancas, el operador de la excavadora se convierte en un virtuoso en su lugar de trabajo. Por lo general, acciona dos o tres palancas al mismo tiempo, no solo para mover la pluma o el cucharón en una dirección, sino para implementar secuencias complejas. Dado que los movimientos superpuestos son la regla, los joysticks se han introducido a menudo en las cabinas en lugar de filas de palancas de accionamiento.
Independientemente de si se utiliza una palanca o un joystick, llevar cargas de varias toneladas a su destino con precisión milimétrica significa que cada movimiento debe ejecutarse de forma muy precisa y fiable para garantizar una interacción perfecta. Cada palanca está conectada a una carcasa de válvula específica. Cuantas más funcionalidades tiene la máquina, más válvulas se instalan en serie. El número de piezas que se pueden mover durante la excavación corresponde al número de carcasas de válvulas instaladas.
Todo depende del agujero principal.
Para Jochen Schmidt, la fabricación de estas válvulas es la disciplina suprema en el mundo de la hidráulica. Durante muchos años, la experiencia de MAPAL ha sido requerida para el mecanizado del orificio de las válvulas de pistón en las carcasas de las mismas. La holgura en la dimensión de la corredera depende de la precisión de este orificio, y éste se define muy estrechamente en las válvulas hidráulicas modernas, de modo que el aceite hidráulico solo puede fluir en la dirección requerida. La redondez, la rectitud y el acabado de la superficie de este orificio también son cruciales.

Con su amplia cartera de productos y su experiencia tecnológica a nivel mundial, MAPAL respalda los procesos completos de tecnología de fluidos de sus clientes
El primer paso de mecanizado tiene en cuenta la calidad variable de las piezas en bruto. Dado que los orificios prefabricados son relativamente imprecisos, primero se debe crear un orificio piloto preciso en el primer tramo. Esto sienta las bases para crear una buena forma cilíndrica en los siguientes pasos de mecanizado. A continuación, una herramienta de metal duro macizo o, en el caso de las piezas más grandes, una herramienta con plaquitas intercambiables, pasa por todo el orificio. Lo que la herramienta piloto ha creado para el primer tramo ahora se produce en toda su longitud. Para evitar la formación de anillos en las cámaras huecas debido a virutas propulsadas, MAPAL asegura un corte suave durante el mecanizado mediante el uso de tecnología tangencial. Esto puede eliminar la necesidad de un ciclo de lavado separado en el proceso.
Después de este pre-mecanizado, se utiliza la clásica herramienta de mandrinado fino de MAPAL, acabando el mecanizado con extrema precisión. Tiene un filo de corte ajustable y patines guía, que evitan que la herramienta se desplace. Esto produce un alto grado de rectitud y una forma cilíndrica exacta.

Las tolerancias requeridas del orificio del pistón en términos de redondez (2,5 μm) y rectitud (1 μm) se logran en la producción en serie
Las diferentes carcasas de válvulas tienen distintos requisitos. El hecho de que para algunas piezas se agregue un proceso de bruñido de tres etapas después del mecanizado fino del diámetro del pistón, muestra los elevados requisitos exigidos. Dado que las cantidades en el sector están aumentando y las capacidades de producción a menudo son inadecuadas, el bruñido se ha convertido en un tema importante. Por lo general, la pieza debe trasladarse a otra máquina, y esto lleva su tiempo, lo que aumenta los costos y, a veces, crea un cuello de botella en el proceso de fabricación.
Eliminación de generadores de costos
En determinadas circunstancias, la calidad del orificio se puede mejorar con la herramienta de mandrinado fino MAPAL, de modo que solo se requiere un proceso de bruñido de solo una o dos etapas, o incluso se puede prescindir del bruñido por completo. En muchos casos, donde todavía se necesitan tres etapas, este proceso es considerablemente más rápido gracias al buen pre-mecanizado. Aquí, cualquier tiempo ahorrado vale la pena. Aunque el sector hidráulico se caracteriza por una variación de componentes extremadamente alta, las cantidades en la producción en serie son muy elevadas.
MAPAL considera importante identificar y eliminar posibles generadores de costos. "Como socio tecnológico, tenemos la cartera de productos para poder diseñar todo el proceso para el componente completo de acuerdo con los requisitos necesarios", asegura Jochen Schmidt. Además del orificio del pistón central, MAPAL también realiza el mecanizado fino para el orificio de equilibrio de presión y ha podido eliminar definitivamente el bruñido en el mecanizado de este orificio. Con 2µ (micras) para rectitud y redondez, también se requiere una alta precisión para este orificio más corto.
Alta eficiencia con herramientas estándar
El mecanizado de piezas hidráulicas requiere algo más que herramientas especializadas y personalizadas; también incluye diferentes tecnologías que hacen que el mecanizado sea lo más económico posible, incluso con la cartera de productos estándar disponibles. Un ejemplo lo proporciona la herramienta de desbaste tangencial (TSW), que proporciona ahorros significativos en los procesos de producción y una mejora significativa en cuanto a la calidad al pre-mecanizar orificios en las carcasas de válvulas para los sistemas hidráulicos móviles.
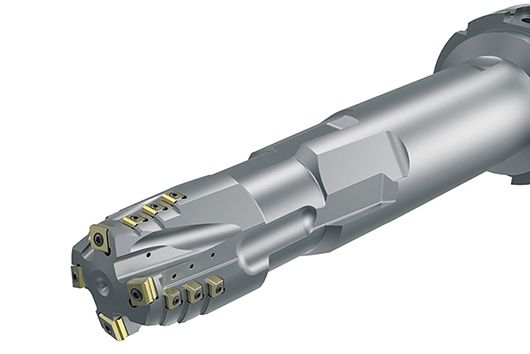
Una herramienta de mandrinado tangencial con plaquitas intercambiables de MAPAL realiza el proceso de pre-mecanizado de forma fiable y reduce significativamente los tiempos de intervención.
En nuestro caso las piezas son bloques de válvulas de 500x500mm fabricados en fundición de grafito esferoidal GGG 50, con tres orificios de pistón a mecanizar por ambos lados, con unas creces en diámetro de hasta 16mm. La herramienta de desbaste tangencial de MAPAL produce virutas cortas, lo que evita que las mismas se introduzcan en los huecos de las piezas con el consiguiente costo adicional que conllevaría su eliminación. El tiempo de la operación de mecanizado se ha reducido en 15,33 minutos por pieza. Las carcasas del modelo correspondiente se produjeron en una cantidad de 500, lo que significó un ahorro de tiempo total de 128 horas.
En un futuro, el mecanizado completo de las piezas es un paso estratégico para MAPAL. Mientras que antes existía un conflicto de objetivos en la industria entre alta productividad o la mejor calidad posible, ahora ambos pueden conciliarse entre sí en un proceso totalmente confiable.
![]()

Herramientas de corte, Abrasivos y Elementos de Sujeción
- Bº Sta. Lucía s/n
- 20709 Ezkio-Itsaso (Gipuzkoa)
- Tel: (+34) 943 729 070
- Email: marketing@ayma.es
Servicios
Empresa
2018 © AYMA HERRAMIENTAS