Soluciones de mecanizado personalizadas para cada tipo de fabricación
- 12 de junio de 2023
La producción de las carcasas de las válvulas hidráulicas es la disciplina suprema en el mundo de la tecnología de fluidos. Como socio tecnológico, MAPAL apoya al cliente en el diseño completo del proceso. Los expertos prestan especial atención a los factores de coste que a menudo se encuentran en los orificios funcionalmente relevantes. MAPAL diseña la estrategia de mecanizado óptima en constante diálogo con el cliente y teniendo en cuenta el proceso de bruñido, los requisitos de los componentes y los tamaños de los lotes.
Soluciones para un ajuste muy preciso de las carcasas de las válvulas hidráulicas
Basándose
en las aplicaciones ya implementadas en sus clientes, MAPAL ha desarrollado
soluciones específicas para la tecnología de fluidos. Estas soluciones reflejan
muchos de los requisitos de los clientes y de los componentes. Para los
expertos de MAPAL las solicitudes para el mecanizado del orificio del carrete
han ido en aumento en los últimos años. El ajuste en el orificio del carrete
depende de la precisión de éste para que el aceite hidráulico fluya sin fugas en
la dirección requerida. En las válvulas hidráulicas modernas esto está
estrictamente definido. Por lo tanto, la redondez, la forma cilíndrica, la
rectitud y la calidad de la superficie de este orificio son cruciales.
Ejemplos descriptivos de las mejores prácticas, cada uno de los cuales se ocupa de situaciones de producción específicas. MAPAL diseña las herramientas para que el proceso sea lo más rentable posible. Esto incluye completar rápidamente el premecanizado y el semiacabado, todo mientras se vigilan los procesos posteriores como el bruñido.
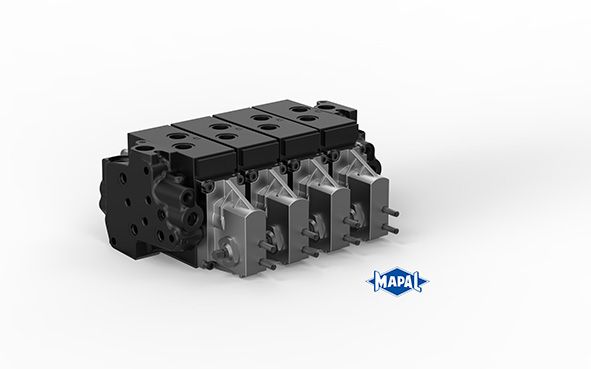
Foto 1: La producción de las carcasas de las válvulas hidráulicas es la disciplina suprema en el mundo de la tecnología de fluidos. Se presta gran atención a la calidad del orificio principal. ©MAPAL
Soluciones de aplicaciones para todos los casos
La primera de las soluciones presentadas para el mecanizado de una carcasa de válvula hidráulica es bastante inusual para MAPAL, ya que no incluye una herramienta de mandrinado fino para el acabado. Después de pilotar, taladrar y fresar circularmente el orificio del carrete, un escariador multifilo realiza el paso de mecanizado final antes del bruñido. Con su selección de herramientas, MAPAL demuestra que algunas tareas pueden abordarse con un alto grado de precisión sin necesidad de una herramienta especial ajustable. El concepto es especialmente adecuado para cantidades de producción pequeñas y medianas.
Si
se buscan grandes cantidades y altos niveles de precisión en la producción en
serie, la segunda solución de aplicación es el modelo correcto. La diferencia
clave es la herramienta de mandrinado fino utilizada para el mecanizado fino.
Cumple con los altos estándares para la producción de orificios para carretes y
compensadores. El sistema EasyAdjust y los patines guía ofrecen un mecanizado
fino fiable con un manejo sencillo. Como socio tecnológico de los clientes,
MAPAL define con ellos hasta qué punto se puede reducir o incluso omitir el
proceso de bruñido final.

Imagen 2: Solución de mecanizado para la producción en serie de las carcasas de las válvulas en grandes cantidades. La herramienta de mandrinado de precisión con el sistema de ajuste EasyAdjust y patines de guía ofrece un mecanizado de precisión fiable con un manejo sencillo. ©MAPAL
Si la pieza, debido a sus tolerancias, necesita ser mecanizada por las dos caras, entra en juego la tercera solución. Para pilotar y mandrinar, MAPAL utiliza una herramienta de mandrinado de varios escalones con plaquitas intercambiables radiales y tangenciales. En una pasada realiza el premecanizado del diámetro interior del carrete y la finalización de los contornos. Una herramienta de perfilado de metal duro integral procesa los bordes de control de forma definida y sin defectos. La siguiente herramienta de mandrinado de precisión con plaquitas intercambiables ajustables y patines guía elimina el desplazamiento axial causado por el mecanizado desde los dos lados. Este nivel de calidad no se podría lograr con un escariador multifilo.
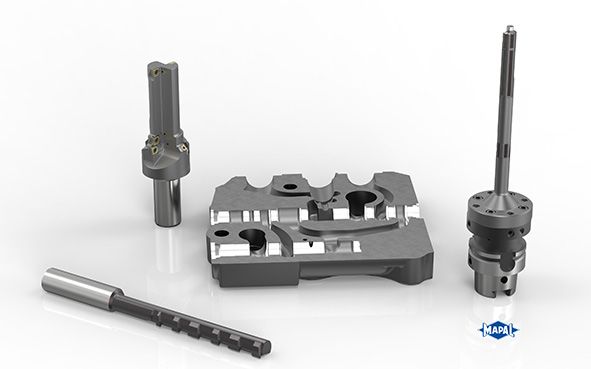
Imagen 3: Si el mecanizado se debe realizar desde dos lados debido a las tolerancias de la carcasa de la válvula, MAPAL recomienda un proceso de tres etapas para el orificio del carrete. ©MAPAL
La cuarta solución introduce en la tecnología de fluidos el tipo de flexibilidad que se requiere principalmente para las series pequeñas y la construcción de prototipos. El sistema mecatrónico de herramientas TOOLTRONIC permite realizar el proceso de bruñido a través de un eje adicional en el centro del mecanizado. Esto permite que todo el mecanizado tenga lugar en una configuración de sujeción en una sola máquina. El mecanizado con TOOLTRONIC logra una alta calidad superficial y precisión dimensional con las tolerancias de fabricación más estrictas y una gran flexibilidad. Se crean aristas redondeadas sin rebabas y no hay errores debido a la conversión a la máquina bruñidora. Para pequeñas cantidades, se puede utilizar un escariador clásico de una hoja de la gama estándar para el mecanizado de orificios en lugar de una herramienta personalizada. En este caso, la rápida disponibilidad y los menores costes de herramientas compensan el tiempo de mecanizado ligeramente más largo.

Herramientas de corte, Abrasivos y Elementos de Sujeción
- Bº Sta. Lucía s/n
- 20709 Ezkio-Itsaso (Gipuzkoa)
- Tel: (+34) 943 729 070
- Fax: (+34) 943 729 206
- Email: marketing@ayma.es
Servicios
Empresa
2018 © AYMA HERRAMIENTAS